

Sourcing Guide & CostsDFM AnalysisCost SavingTCO
2026年3月2日
4 Things You Should Never Cut Costs On When Building Injection Molds
When Building Injection Molds, Don’t “Save” Money Here: 4 Areas You Shouldn’t Cut Costs On Written by: Sunny Wang | Senior Sales Manager & Mold Project Manager, Jeancen Mold Reviewed by: Chief Engi
When Building Injection Molds, Don’t “Save” Money Here: 4 Areas You Shouldn’t Cut Costs On
Written by: Sunny Wang | Senior Sales Manager & Mold Project Manager, Jeancen Mold
Reviewed by: Chief Engineer Lin | Lead Mold Designer, 12+ years in precision injection mold design
Most buyers ask the same question during quoting:
“Can you make the mold cheaper?”
That’s a fair question—especially for first-time tooling projects where the upfront investment feels big. But after supporting a large number of mold programs over the years, one pattern is very clear:
Injection molds are a classic case of “saving a little upfront, paying much more later.”
The number on a quote is only the beginning. What truly matters is your Total Cost of Ownership (TCO) in real production—maintenance frequency, downtime, yield, cycle time, delivery risk, and whether you end up reworking (or even rebuilding) the tool.
In this article, I’ll share a manufacturer’s perspective on where you can optimize cost—and where you should think twice before cutting corners.
Table of Contents
- Mold Steel: The “Backbone” of Tool Life and Stability
- Standard Components: Small Parts That Decide Long-Term Uptime
- Cooling System: The Hidden Lever for Cycle Time and Quality
- Mold Trials & Inspection: The Final Gate Before Mass Production
- FAQ
- Start With a Risk Review
1) Mold Steel: The “Backbone” of Tool Life and Stability
Steel choice is one of the most important decisions in injection mold building. Many buyers ask:
“Can we switch to a cheaper steel?”
The right answer depends on your resin, cosmetic requirements, target volume, and expected mold life—not simply price.
When steel selection becomes critical
High or continuous production
If you are running hundreds of thousands of cycles (or more), steel wear resistance and heat treatment stability become decisive factors for long-term consistency.
Cosmetic or optical surfaces (clear parts, high gloss, textures)
We’ve built automotive light guide tooling using PMMA, where optical surfaces require tight control and long-term polish retention. In these cases, the steel grade and finishing process directly influence how well the surface holds up over time.
Abrasive or corrosive materials (glass-filled resins, PVC, flame-retardant grades)
These materials can accelerate cavity wear or corrosion. A more suitable steel strategy (e.g., corrosion-resistant or higher-wear steel options) helps prevent premature surface damage, flash, and dimensional drift.
The real cost of “cheap steel.”
When the steel strategy doesn’t match the resin and production target, what you often see later is:
- Cavity wear and surface scoring
- More flash and dimensional variation
- Increased polishing/repair frequency and unexpected downtime
- Shorter effective tool life
Example (anonymized):
A customer previously selected a budget steel option for a PA66 + 30% GF part to save roughly $1,200–$1,500. After ~50,000 shots, the cavity surface showed visible wear and drag marks. Flash and key dimensions began drifting, leading to multiple repair stops and weeks of lost production time. The total loss (downtime + scrap + repair) exceeded the initial savings.
When the same customer rebuilt the tool with a steel strategy better matched to the resin and production plan, the mold ran stably for hundreds of thousands of cycles with consistent cavity condition.
Our recommendation:
Steel selection is not “more expensive is always better.” It should be matched to your resin, volume, surface requirement, and target tool life. In our workflow, we typically provide this guidance early in the DFM stage so risks are controlled before steel is cut.
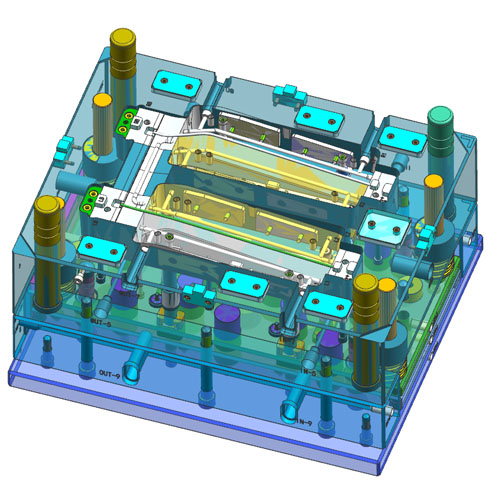
3D mold design — steel selection determines the long-term stability of cavity, inserts, and guiding systems
2) Standard Components: Small Parts That Decide Long-Term Uptime
Leader pins/bushings, ejector pins, springs, seals, and other standard components may look minor on a BOM—but they heavily influence long-term reliability.
Typical risks when component quality is compromised
- Poor guiding accuracy → misalignment, flash, part scuffing This becomes especially sensitive on precision tools where shut-off integrity and alignment consistency matter.
- Weak ejector pins → breakage and secondary damage On deep ribs or high ejection force parts, ejector selection and layout are critical. In certain designs, blade ejectors or specialized ejection strategies reduce concentrated stress.
- Inconsistent springs → unstable ejection and part deformation Thin-wall or large-area housings often need carefully balanced ejection force distribution.
Why better components often reduce total cost
Premium components (e.g., widely-used global component standards/brands) may cost more up front, but the return shows up as:
longer maintenance intervals, fewer unplanned stops, and better repeatability.
For medium-to-high volume programs, fewer maintenance events typically mean:
- less downtime
- less schedule risk
- more stable output quality
Our recommendation:
This is one of the most practical “spend a little to save a lot” areas. For production-intent tooling, we prioritize reliable component strategies as a baseline for stable molding.
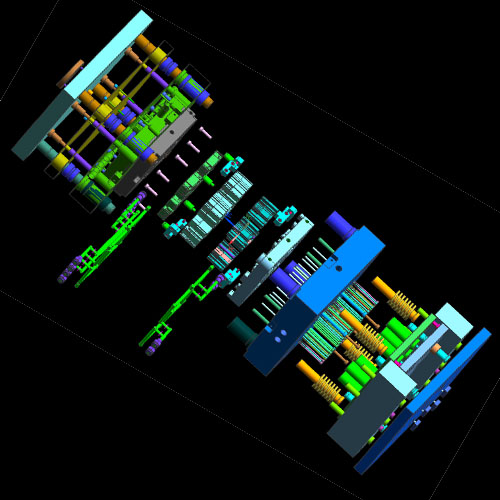
Mold exploded view — ejector pins, guide pillars, springs, and other standard components form the foundation of reliable mold operation
3) Cooling System: The Hidden Lever for Cycle Time and Quality
Cooling design is often underestimated. Some buyers assume:
“Cooling is just drilling a few water lines.”
In reality, for many molded parts, cooling is the largest portion of the cycle—often around 50–80% depending on resin, wall thickness, and geometry. That means cooling is frequently the biggest lever for:
- cycle time (unit cost)
- warpage and shrink balance
- process window stability and yield
What happens when cooling is simplified too aggressively
Longer cycle time → lower capacity, higher unit cost
We’ve supported optimization projects where improved water line layout (and better hotspot management) reduced cycle time meaningfully. Actual improvements vary by part and machine conditions, but the impact on annual machine hours can be substantial at scale.
Uneven cooling → warpage, sink variation, inconsistent dimensions
On large housings with ribs and localized thick zones, hotspot control becomes crucial. Multi-circuit layouts, targeted inserts, or advanced cooling approaches can make the difference between “works in trial” and “stable in mass production.”
A commonly ignored detail: internal water-line finish & corrosion control
Water-line condition affects long-term heat transfer. Rough internal surfaces are more prone to scale or corrosion build-up, which can reduce cooling efficiency over time. Treating critical circuits properly can improve long-term stability.
Note on high-conductivity inserts (e.g., BeCu): If your project uses beryllium copper inserts for hotspot control, machining/polishing processes must follow appropriate occupational safety measures (dust control, ventilation, etc.). A qualified tool shop should already have these controls in place.
Our recommendation:
Cooling is a “hidden cost driver.” We usually evaluate cooling early—often supported by analysis tools (e.g., Moldflow when appropriate)—to balance efficiency and uniformity before final tool release.
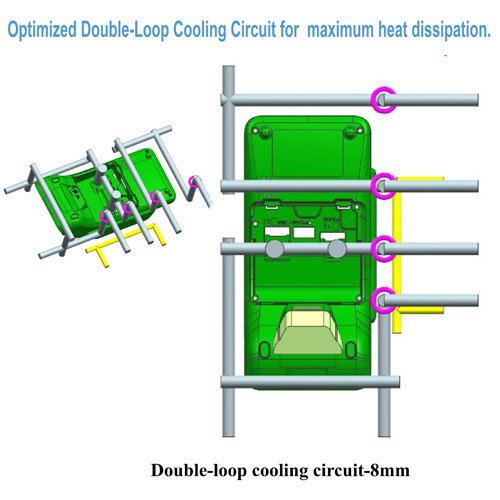
Optimized double-loop cooling circuit — proper water-line layout is key to shorter cycle times and reduced warpage
4) Mold Trials & Inspection: The Final Gate Before Mass Production
Mold trials exist for one reason: to validate the tool under production-like conditions before scale.
Some buyers want to skip trials to save cost or time.
In most cases, we do not recommend skipping trials.
If schedule or budget constraints are strict, the safest approach is to clearly define verification scope and acceptance boundaries in the technical agreement, so expectations are aligned.
Why trials matter
During trials, you validate:
- fill and vent performance
- ejection stability and mechanism function
- cosmetic issues (flash, weld lines, splay, sinks)
- dimensional stability and repeatability
- process window (whether the part can be molded consistently)
Example (anonymized):
We developed a TPU seal that must fit onto a metal profile with real-world tolerance variation. We applied a steel-safe strategy: keep critical steel slightly conservative at first, then tune dimension after T0 based on actual fit and measurement. This approach can prevent weld repairs and help accelerate stable assembly fit.
Our typical trial flow
- T0 (first trial): confirm basic function, filling, venting, ejection, and initial dimension trend; find structural issues early
- T1 (optimized trial): after adjustments, confirm dimensions, cosmetics, and process window stability
- T2 (final confirmation, if needed): for high-precision or high-cosmetic programs; may include CMM reports and full inspection documentation
Our recommendation:
Trial and inspection costs are usually small compared with the cost of discovering issues in mass production. Trials are where you pay a controlled cost to avoid uncontrolled losses.
The Real Way to Save Money: Invest in the Core, Optimize the Rest
We don’t recommend cutting costs in the four areas above. That doesn’t mean tooling can’t be optimized—quite the opposite.
The most effective cost-saving methods are usually:
1) DFM-driven part optimization: simplify non-critical features before tooling begins
2) Mold design optimization: modular inserts and maintainability-focused structure
3) Right-fit solution: match steel/cooling/component strategy to your actual volume and risk level—avoid both under-spec and unnecessary over-spec
FAQ
How long does an injection mold last?
Mold life depends on steel strategy, resin abrasiveness/corrosion, design, processing conditions, and maintenance. For many production tools, life can range from tens of thousands to several hundred thousand cycles or more. High-wear resins and high-cosmetic requirements should be paired with appropriate steel and maintenance plans.
What’s the difference between P20 and H13?
At a high level, P20 is commonly used as a pre-hardened mold steel option for general applications, while H13 is a hot-work tool steel often chosen for tougher conditions (higher wear/heat demands, certain production targets, or stricter stability requirements). Final selection should consider resin, expected cycles, and surface needs rather than price alone.
How does cooling design affect molding cost?
Cooling often dominates cycle time, and cycle time heavily influences part cost. Better cooling uniformity also reduces warpage and scrap risk. For higher-volume programs, cooling optimization can have a quick payback through lower unit cost and higher output stability.
What are T0, T1, and T2 mold trials?
T0 is the first trial to validate basic function and identify structural issues. T1 verifies improvements and confirms dimensional/cosmetic stability. T2 is an optional final confirmation for high-precision/cosmetic programs.
How do I evaluate a mold supplier?
Look for (1) DFM capability and risk transparency, (2) experience with similar parts/resins, and (3) a consistent quality and delivery system (process control, documentation, and clear acceptance criteria).
Start With a Risk Review
If you’re preparing a new injection mold project, we can start with a low-friction technical review.
Share the following, and we’ll provide initial guidance:
- 2D/3D files (STEP/IGS/STP)
- resin/material
- estimated annual volume
- cosmetic/tolerance requirements
- target market & application conditions
We can return an initial summary including DFM notes, steel strategy suggestions, cooling considerations, and a risk checklist—so you can control risk before committing tooling budget.
About Jeancen Mold
Jeancen Mold is based in Xiamen, China, with a 47,000 m² manufacturing facility and a high level of automation. We operate under ISO 9001 and IATF 16949 quality systems and support customers who require stable production, predictable delivery, and engineering-driven risk control.
We focus on injection mold design and manufacturing for automotive components, electronics housings, and precision structural parts—providing end-to-end support from tooling to molded parts production.
Email: sunny@jeancen.com
WhatsApp/WeChat: +86 187 5090 9501
Website: www.jeancenmold.com
LinkedIn: linkedin.com/in/sunny-plastic-injection-molding/

Jeancen Mold core equipment: CNC machining centers, two-color injection machines, slow wire-cut EDM, and high-precision molding machines — 47,000 m² facility with 85%+ automation